
建立完整 CNC 切削液管理流程,才能真正降低加工成本
原傳實業深耕 CNC 切削液管理多年,持續透過加工現場實測與技術研發,協助各類加工廠建立完整的切削液循環管理流程。
不同於僅提供單一設備或單一功能,原傳可依加工設備、切削液種類、加工材質及污染程度,規劃適合的切削液再生方案,整合底泥清除、浮油分離、抑菌除臭、精密過濾及切削液再生循環等技術,從污染源開始改善切削液品質。
若加工廠正面臨切削液發臭、浮油堆積、底泥污染、細菌滋生、切削液快速變質或廢油處理成本持續增加等問題,歡迎與原傳實業聯繫,由專業團隊提供現場評估與改善建議,協助建立更有效率、更穩定的切削液管理機制。
常見問題(FAQ)
Q1:切削液再生系統適合哪些 CNC 加工廠?
適用於 CNC 車床、CNC 銑床、綜合加工機、研磨機、模具加工、鋁加工、鑄鐵加工、陶瓷加工、銅加工及中央切削液循環系統。只要有切削液污染、浮油、底泥或異味問題,都可評估導入。
Q2:切削液再生系統可以完全不用更換切削液嗎?
CNC切削液再生系統三大核心設備|建立完整切削液循環淨化流程
切削液管理並非依靠單一設備就能徹底改善。
許多加工廠雖然已安裝油水分離機、過濾設備或定期更換切削液,但若沒有同步管理水箱底泥、浮油、細菌及懸浮微粒,切削液仍可能快速劣化、產生異味,甚至影響加工品質與設備壽命。
原傳實業依據多年 CNC 加工現場服務經驗,將切削液污染來源分為三大管理環節,透過不同設備各司其職,建立完整的切削液循環淨化流程,協助加工廠降低污染累積、延長切削液使用壽命,並提升整體生產效率。
底屑收集與切削液循環過濾|從污染源開始管理切削液
加工過程中,金屬切屑、研磨粉末、陶瓷粉、油泥及各種沉積物會持續堆積於水箱底部。若未定期清除,不僅容易形成細菌滋生環境,也會因污染物持續循環,加速切削液變質,增加刀具磨耗及設備維護成本。
原傳專利乾濕濾多用型吸屑機,可有效回收水箱底泥、金屬細屑、浮屑及油泥,同時提供切削液循環過濾功能,讓加工液長時間維持潔淨狀態。
產品特色包括:
* 專利乾吸技術,可清除低液位及角落殘留底泥。
* 乾吸、濕吸、切削液循環過濾三種功能整合。
* 最高可達 1μm 精密過濾,有效降低金屬細粉循環。
* 氣動驅動設計,免插電、操作安全、維護簡單。
* 無耗材設計,降低長期使用成本。
透過源頭污染管理,可有效降低後續細菌滋生、浮油污染及切削液快速劣化的風險。
油水分離與殺菌除臭|改善浮油污染與切削液異味
滑道油、液壓油及其他外來油脂長時間漂浮於切削液表面,容易阻礙氧氣交換,使厭氧菌大量繁殖,進而造成切削液發臭、乳化、腐敗及異味等問題。
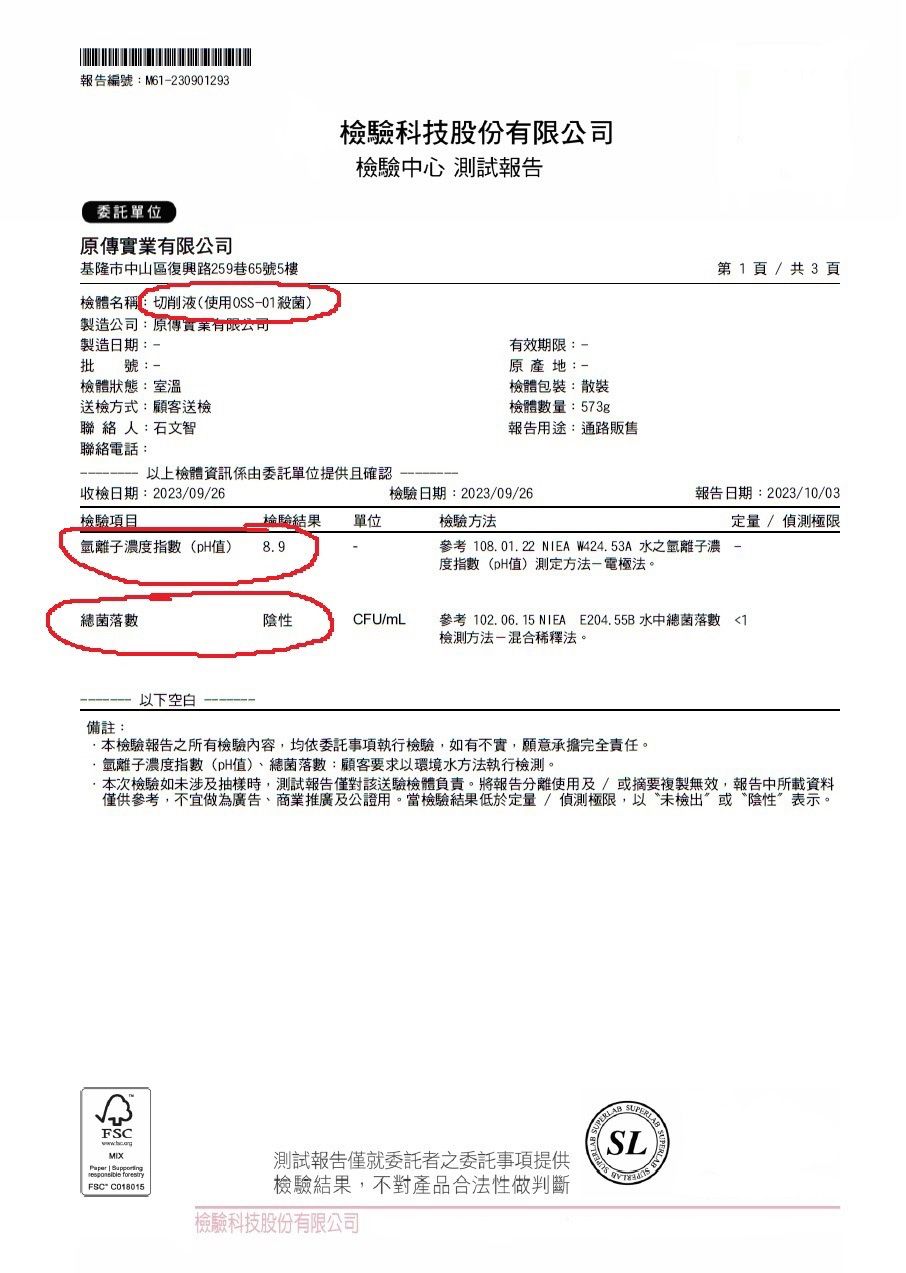
原傳 OSS 系列油水分離設備結合專利油水分離技術與微奈米氣泡臭氧殺菌技術,可持續進行浮油分離、抑菌除臭及切削液循環淨化,改善切削液長期污染問題。
主要功能包括:
* 快速分離浮油,降低油膜覆蓋液面。
* 微奈米氣泡臭氧抑制細菌滋生,改善異味來源。
* 降低切削液乳化與腐敗速度。
* 減少廢油含水率,提高廢油回收品質。
* 延長切削液使用週期,降低換液頻率。
不同於僅能分離浮油的傳統設備,原傳更重視污染源的持續控制,使切削液循環系統維持穩定運作。
切削液精密過濾與再生淨化|提升加工品質與液體再利用率
即使完成底泥清除及油水分離,切削液中仍可能殘留大量肉眼難以辨識的超細微粒、金屬粉末及懸浮污染物。
這些微粒若持續循環,不僅容易造成加工精度下降,也可能加速刀具磨耗、堵塞冷卻管路,增加設備維修成本。
原傳切削液精密過濾系統可持續去除切削液中的微細污染物,使液體維持較高潔淨度,進一步提升切削液循環品質。
主要效益包括:
* 去除金屬細粉、陶瓷粉、鎢鋼粉及其他懸浮雜質。
* 維持切削液濃度與冷卻性能。
* 降低設備磨耗及冷卻系統堵塞風險。
* 延長刀具與砂輪使用壽命。
* 提高加工穩定性及產品良率。
* 提升切削液回收再利用效率,降低新液補充成本。
透過底泥清除、油水分離、殺菌除臭及精密過濾的完整整合,建立真正符合加工現場需求的 CNC 切削液再生循環系統,讓切削液從污染控制、淨化到再利用形成完整管理流程,協助企業降低加工成本,同時提升設備穩定性、生產品質及永續經營效益。

不僅是環保節約的工程
也是實現永續經營的關鍵所在
 浮油/乳化/懸浮物
浮油/乳化/懸浮物
CNC切削液再生系統實際效益|降低加工成本、延長切削液壽命,提升加工品質
許多加工廠認為切削液管理只是降低異味或延長換液週期,但真正完善的切削液再生系統,改善的不只是切削液本身,更直接影響加工品質、設備穩定性、生產效率及整體營運成本。
當切削液能持續維持潔淨狀態,水箱內的底泥、浮油、金屬細粉及細菌污染受到有效控制,不僅可降低污染物反覆循環造成的影響,也能讓整個加工系統維持更穩定的運作。
降低切削液使用成本
切削液最大的成本,往往不是新液採購,而是不斷重複換液所衍生的人力、停機及廢液處理支出。
透過完整的切削液循環淨化管理,可有效降低污染物累積速度,使切削液維持較佳品質,減少因腐敗、異味或乳化而提前更換的情況。
導入完整管理後,可帶來以下效益:
* 延長切削液使用壽命。
* 降低新液補充頻率。
* 減少頻繁換液造成的停機時間。
* 降低切削液年度使用成本。
* 提升切削液循環再利用率。
降低廢油與廢液處理成本
切削液污染越嚴重,廢液量通常越高,廢油回收品質也會受到影響。
若能持續將浮油、底泥及污染物分離,不僅可減少廢液產生,也有助於降低廢油含水率,提高回收品質,減少後續處理成本。
完整的切削液再生流程,有助於:
* 減少廢切削液排放量。
* 降低廢油清運成本。
* 提高廢油回收品質。
* 減少環境污染與資源浪費。
* 降低企業長期營運成本。
提升加工品質與設備穩定性
污染物持續循環,不僅會降低切削液性能,也容易造成刀具磨耗、加工尺寸不穩定及設備故障。
當切削液保持潔淨,冷卻與潤滑效果也能維持穩定,對加工品質及設備壽命都有明顯幫助。
主要改善包括:
* 提升加工尺寸穩定性。
* 降低刀具磨耗速度。
* 延長砂輪及耗材使用壽命。
* 減少冷卻管路堵塞。
* 降低設備維修頻率。
* 維持加工液冷卻與潤滑性能。
改善加工環境與工作品質
切削液發臭通常代表細菌大量滋生,除了影響工作環境,也可能造成操作人員的不適。
透過污染源管理、油水分離、抑菌除臭及持續循環淨化,可有效改善加工現場異味,維持更乾淨的作業環境。
改善效益包括:
* 降低切削液異味。
* 抑制細菌滋生。
* 改善水箱衛生狀況。
* 降低加工區域異味。
* 提升作業舒適度。
為什麼許多設備仍無法真正改善切削液問題?
許多工廠曾導入油水分離機、過濾設備或各類添加藥劑,但切削液仍持續發臭、快速變質,甚至需要頻繁更換。
主要原因在於,大多數設備只能解決單一問題。
例如:
* 只去除浮油,卻無法清除底泥。
* 只過濾粗顆粒,無法去除超細粉末。
* 只能殺菌,卻無法降低污染來源。
* 定期換液,但水箱污染仍然存在。
若沒有建立完整的污染控制流程,污染物仍會持續累積,使切削液快速再次劣化。
真正有效的切削液管理,應同時兼顧污染源控制、油水分離、細菌抑制、精密過濾及液體循環再生,才能從根本降低污染累積,維持切削液長期穩定使用。
 底屑/底泥/油泥/細粉
底屑/底泥/油泥/細粉
原傳切削液再生系統的核心價值
原傳實業多年來深耕 CNC 加工現場,持續依據不同加工環境調整切削液管理方式,而非提供單一設備。
原傳切削液再生系統整合底泥清除、底屑回收、油水分離、微奈米氣泡臭氧殺菌除臭、精密過濾及切削液循環再生等技術,協助加工廠建立完整的切削液循環管理流程。
透過完整的污染源管理,不僅能延長切削液使用壽命,更能降低加工成本、提升加工品質、改善作業環境及減少廢棄物排放,協助企業兼顧生產效率、成本控制與永續經營目標。
無論是單機 CNC 加工設備、多台加工中心,或中央切削液循環系統,皆可依據不同加工需求規劃最適合的切削液淨化方案,讓切削液真正做到淨化、回收、再利用,發揮最大的經濟效益。
常見問題 FAQ|CNC切削液再生系統
Q1:切削液多久需要更換一次?
切削液並沒有固定的更換週期。
實際使用壽命會受到加工材料、加工量、切削液濃度、水箱清潔程度、浮油污染、金屬細粉累積及細菌滋生等因素影響。
若能持續清除底泥、分離浮油、抑制細菌並進行精密過濾,通常可大幅延長切削液使用週期,降低頻繁換液所產生的人力、停機及廢液處理成本。
Q2:油水分離機可以完全解決切削液發臭嗎?
不一定。
浮油只是造成切削液發臭的原因之一。
若水箱底部仍累積大量底泥、金屬細屑、油泥及細菌,即使安裝油水分離設備,異味仍可能再次出現。
完整的切削液管理應同時包含底泥清除、油水分離、抑菌除臭及精密過濾,才能有效降低污染源,改善切削液品質。
Q3:切削液可以回收再利用嗎?
可以。
當切削液濃度仍符合使用需求,且透過底泥清除、油水分離、殺菌除臭及精密過濾等方式持續淨化,許多切削液仍具有循環再利用的價值。
建立完善的切削液再生流程,不僅可降低新液採購成本,也能減少廢液排放及廢油處理費用。
Q4:哪些加工設備適合導入切削液再生系統?
原傳切削液再生系統可依不同加工需求進行規劃,廣泛應用於各類 CNC 加工環境,包括:
* CNC 車床
* CNC 銑床
* 綜合加工機
* 研磨機
* 線切割機
* 放電加工機(EDM)
* 精密陶瓷加工
* 模具加工
* 汽機車零件加工
* 航太零件加工
* 工業零件製造
* 中央切削液循環系統
無論是單機設備、多台加工機或中央處理槽,都可依實際加工條件規劃適合的切削液循環淨化方案。
 粉末/雜質/懸浮物
粉末/雜質/懸浮物
建立完整切削液管理流程,才能真正降低加工成本
切削液管理的目的,不只是延長換液週期,更重要的是從污染源開始控制整個循環系統。
當底泥、浮油、金屬細粉、細菌及懸浮污染物持續累積,即使定期更換切削液,也無法真正解決污染問題。
原傳實業依據多年 CNC 加工現場經驗,整合底屑回收、底泥清除、油水分離、微奈米氣泡臭氧殺菌除臭、精密過濾及切削液再生等核心技術,協助加工廠建立完整的切削液循環管理流程。
透過污染源管理與持續循環淨化,可有效降低切削液劣化速度、延長使用壽命、降低廢油與廢液處理成本、改善加工環境,並提升加工品質、設備穩定性及整體生產效率。
對於現代 CNC 加工產業而言,切削液管理已不只是設備升級,而是提升競爭力、降低營運成本及落實永續製造的重要策略。
若您的工廠正面臨切削液發臭、底泥堆積、浮油污染、細菌滋生、切削液壽命過短或廢油處理成本持續增加等問題,歡迎與原傳實業聯繫。我們可依據加工設備、加工材料、切削液種類及實際使用狀況,提供最適合的切削液再生系統規劃建議,協助您建立更穩定、更有效率的 CNC 切削液管理方案。
延伸閱讀
如果您希望更深入了解 CNC 切削液管理,建議閱讀以下相關內容:
* CNC 切削液精密過濾的重要性|如何降低微粒污染、提升加工品質
透過完整的切削液管理知識與適合的設備規劃,企業不僅能降低營運成本,更能提升加工品質、生產效率及設備可靠性,打造更穩定、更具競爭力的 CNC 加工環境。